Laser welding: automated, but hazardous for employees nonetheless

Are there definitely risks from welding fumes, if a robot is doing the welding? Many welders ask this question when laser welding. The almost completely automated welding process mainly hides hazards if it is used with additives. A welding fume extraction system should always be installed with an extraction hood.
Laser welding is an almost completely automated welding process. While guiding the laser beam, no human intervention is required. A welding robot executes the seaming of the parts without external intervention. Only the feeding of an additive into a sub-form while laser welding is still done by hand today. Because of this virtually independent method of working, many welders ask the question: Is safety at work definitely necessary if the robot is working on its own for all practical purposes? The answer to this question is emphatically: Yes. Currently, an extraction hood is usually integrated into the working environment via the welding robot.
Laser welding with a highly concentrated heat source
In laser welding, the laser beam is used as a highly concentrated heat source. This is how the welding robot fuses the weld seam at two parts in contact and thus welds them together. Regarding the risks caused by welding fumes, laser welding is sub-divided into three methods:
- Laser beam welding method:
Laser beam welding is a laser welding sub-species which is frequently used in the automobile industry, as well as in shipbuilding. The parts to be welded must be positioned precisely. The laser beam heats the weld seam and fuses the components together (there is a highly informative video here). The laser head is also to some extent half a meter distant. As regards emissions, this method is comparable with transmission laser welding. In this method for laser welding, two materials adjacent to each other can be welded together. The laser beam fuses the top material and the underlying material as well, so that both parts are welded to one another. The laser penetrates the plate on the ribs and into the front of the ribs and fuses the material here as well. A T-connection is the result. This is how, for example, the plates forming the skin of the ship are welded on to the ribs for reinforcement at the Meyer shipyard.
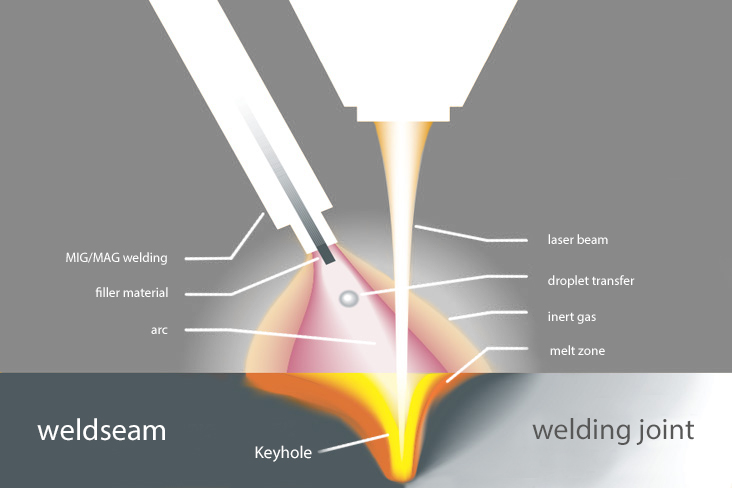
- MSG laser beam hybrid welding
With this method, laser welding is combined with metal-inert gas welding – there is no difference whether MIG or MAG – and this is mainly used with greater plate thicknesses. The edges of the parts are prepared so that the result is a Y-shaped seam. The laser beam then heats the materials in depth, in other words in the lower part of the seam, while the inert gas welding torch continues to heat the material with an arc only some 20 millimeters behind and fills the V-shaped part of the seam with welding wire. The method is gaining in significance constantly in welding engineering production.
- Laser deposit welding
For repairing casting or press tools or applying wear coatings to certain components, the basic material can also be fused with a laser and an additive applied. The additive is usually fed as a powder or wire.
Evaporation while laser welding even without material
As the method described for laser welding differs in its execution, various danger situations arise, depending on the process in question. In principle, the above mentioned video also shows that evaporation from the basic material occurs during melting owing to the high energy input. This leads to emission of pollutants in the form of welding fumes. Their chemical composition equates approximately to the composition of the basic material. The pollutant volumes when laser welding without additives are comparable in magnitude with those from metal active gas welding. The highest emissions of welding fumes arise while welding galvanized parts. When welding with a laser beam there is another difference – whether you weld with CO2– or a solid state laser. With ideal settings, the latter release fewer emissions than more conventional CO2 lasers.
Hybrid welding: more emissions than with WIG and MIG welding
 The volume of welding fumes with laser MSG hybrid welding is dependent mainly on the combination of laser and the usual MSG welding method. Usually, this is combined with MAG welding, but MIG and WIG can also be used. Because hybrid welding fuzing output and feed speed are much higher than with conventional methods, laser welding has higher volumes of welding fumes than non-automated methods. With the laser-plasma welding method falling under hybrid welding, when welding aluminum, which is the main use of the method, ozone is generated as well as welding fumes. Therefore, it is particularly important when using this method to connect an extraction system directly to the source. In contrast, the welding fumes have a high content of aluminum oxide. Contamination of the welder with this material affects the lungs. Consequently that might lead to irritation of the respiratory tract, dust deposits in the lungs and irreversible aluminosis.
The volume of welding fumes with laser MSG hybrid welding is dependent mainly on the combination of laser and the usual MSG welding method. Usually, this is combined with MAG welding, but MIG and WIG can also be used. Because hybrid welding fuzing output and feed speed are much higher than with conventional methods, laser welding has higher volumes of welding fumes than non-automated methods. With the laser-plasma welding method falling under hybrid welding, when welding aluminum, which is the main use of the method, ozone is generated as well as welding fumes. Therefore, it is particularly important when using this method to connect an extraction system directly to the source. In contrast, the welding fumes have a high content of aluminum oxide. Contamination of the welder with this material affects the lungs. Consequently that might lead to irritation of the respiratory tract, dust deposits in the lungs and irreversible aluminosis.
Laser deposit welding releases HAZMAT
Laser deposit welding is different to other welding methods, because in addition to the laser, an additive is fed in – in both wire and powder form. If the additive is used in powder form, in addition to welding fumes, breathable particulates are formed to some extent, but not materials which reach the alveoli. The composition of the welding fumes equates approximately to the chemical components of the additive, in which elements with a low boiling point are present in the fumes to excess. When laser welding with cobalt-based alloys, for example, welding fumes and dust are formed, with the main component cobalt oxide. With nickel-based alloys, which at the same time contain more than ten percent cobalt – dependent on the component in question in the welding fumes – nickel oxide or cobalt oxide are the main components in the welding fumes. Both are carcinogenic. The welding fumes also contain aluminum oxide. Iron oxide is released when laser welding steels with a high chromium content. This leads to dust deposits in the lungs – so-called “lung tattooing”. The total chromium content in the welding fumes is mainly in metallic form or trivalent oxide form. The chromium 6 compounds measured, however, are very low. Copper oxide is released with aluminum multi-content bronzes. This can lead to metal fumes fever.
A welding fume extraction system is required, owing to the high energy input
Against this background, let us return to the original question: Is safety at work definitely necessary if the robot is working on its own for all practical purposes? An answer is superfluous. Without reasonable protection, the particles and materials would flow into production and contaminate the air in the hall for the entire workforce. Accordingly, an effective clean air system is urgently required. This is aligned mainly with the size of the robot and the parts to be processed. With small parts, a firmly mounted extraction hood or one which covers the robot’s working area will suffice. If need be, this will move with the robot. Owing to the proportionately low fume emissions when laser welding without additives, many businesses dispense completely with a welding fume extraction system or merely use area ventilation systems. Owing to the high energy density, however, it is mainly invisible and ultra-fine particles have to be countered. A welding fume extraction system is therefore required urgently with robots.
In addition to the risks to health, protection against laser beams is also a topic when laser welding. Welding stations must therefore be specially bounded and secured.