Extraction table: 7 facts how fine dust is effectively extracted during cutting

Wherever welding takes place, an extraction table is normally not far off. It is not just used as a material support, but also ensures the safety of the employees from the large fine dust volumes when operating the cutting plant – seven facts on what makes an effective extraction table.
An extraction table is essential for thermal separation processes today. Metal processing companies do not only weld, but also cut their sheet metal using flame cutting, plasma cutting or laser cutting processes. Since they process the same materials thermally as they use in the welding workshop, the same hazardous substances are released – however, mostly in significantly greater quantities. Therefore the cutting table is not just a material support, but also primarily an extraction table. The requirements in an extraction system was most recently discussed in the norm DIN EN ISO 17916 – “Safety of machinery for thermal cutting“ – which was published in November 2016. A cutting table as an extraction table should therefore be the standard.
An extraction table always captures immense dust levels during cutting
During thermal cutting, large quantities of dust with millions of alveolar (volatile) fine dust particles are generated. Specifically during plasma cutting, a dense smoke cloud would spread throughout the hall if there was no extraction system – and that not just for modern and particularly powerful systems, but also already for low current intensities in thin sheet area. 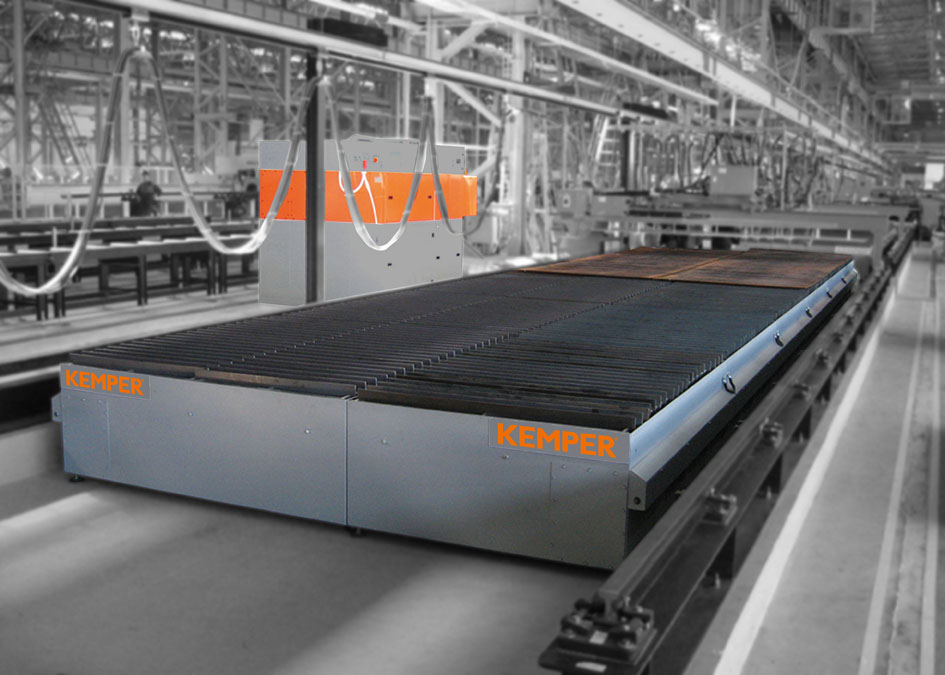 An extraction table ensures effective occupational safety during cutting applications – in the same way as the welding fumes extraction system does for welding processes – and also guarantees that limit values are met which would be exceeded very quickly without extraction system. A welding table is not just essential to protect employees. It also protects machines and other facilities within the hall against smoke and dust and thus also has an influence on the quality of the products and the useful life of the plants. The quality of an extraction table has a great influence on its effectiveness:
An extraction table ensures effective occupational safety during cutting applications – in the same way as the welding fumes extraction system does for welding processes – and also guarantees that limit values are met which would be exceeded very quickly without extraction system. A welding table is not just essential to protect employees. It also protects machines and other facilities within the hall against smoke and dust and thus also has an influence on the quality of the products and the useful life of the plants. The quality of an extraction table has a great influence on its effectiveness:
1. Material support of the extraction table is decisive for ideal cutting result
An extraction table, often also referred to as a cutting table, is an essential part of a modern cutting system concept. It belongs to cutting as the cutting plant itself. Thanks to its quality, it ensures an optimal cutting result. Normally, an extraction table includes individual frames with inserted support rods for the placement of the sheet metal requiring cutting. These frames can be easily removed for cleaning the table including the support rods using a crane or forklift. The quality of the support frames and support rods depends on the cutting task. The extraction table often has sheet metal lamellas in wave form for cutting very thin sheet metal. These can also be provided with jags in order to avoid the cutting beam from hitting the contact area between sheet metal and support of the extraction table too frequently. This prevents the formation of messy areas on the underside.
If the sheet metal to be cut is thicker, then the material support has to also be adequately stable in order to withstand the weight and the thermal load. 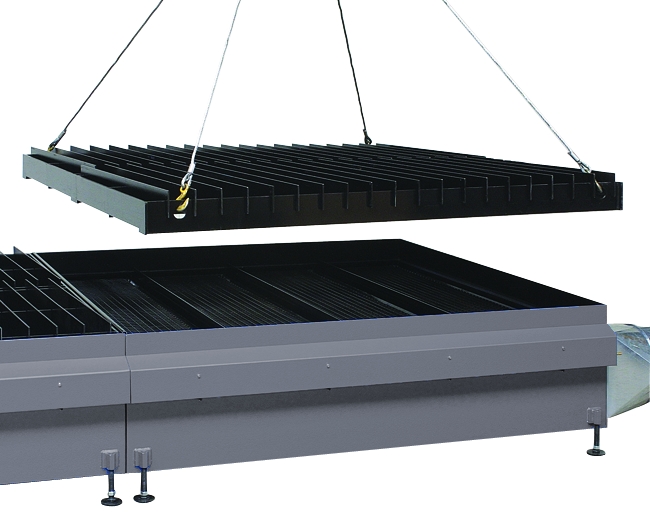 Care must be taken to ensure that the cutting beam is guided cleanly into the extraction table and that no pockets are formed between support frame and table. Otherwise, these would fill up with slag at the extraction table and the frame would be welded to the table element. Whether these support rods should be jagged or straight depends on whether the extraction table should be accessible for clearing: In this case, jagged edges are rather a disadvantage. In any case, the support rods should not be inserted into the extraction table exactly parallel to the longitudinal or transverse direction but in a slightly slanted way. For typical cutting tasks, companies do not cut precisely on the bars over a longer period of time.
Care must be taken to ensure that the cutting beam is guided cleanly into the extraction table and that no pockets are formed between support frame and table. Otherwise, these would fill up with slag at the extraction table and the frame would be welded to the table element. Whether these support rods should be jagged or straight depends on whether the extraction table should be accessible for clearing: In this case, jagged edges are rather a disadvantage. In any case, the support rods should not be inserted into the extraction table exactly parallel to the longitudinal or transverse direction but in a slightly slanted way. For typical cutting tasks, companies do not cut precisely on the bars over a longer period of time.
2. Choose the right extraction table for the relevant application
Extraction tables are available in various versions – from basic versions up to high-end-versions. The choice should be made according to operational requirements. Depending on the intended area of application, the extraction table is designed individually. Different sheet metal thicknesses are selected for the design. Thus, the load-bearing capacity for steel sheet thicknesses usually ranges from up to 75 millimeters in the basic design as well as up to 300 millimeters in thickness for the high-end versions. The relevant cutting process also decides on which extraction table is necessary. When applying up to 700 amp of cutting power during plasma cutting, then a high-end version is a must. A basic model is sufficient, however, when cutting with around 200 amp. The metal thickness in turn plays a role for gas cutting: Basic models are sufficient for sheet thicknesses of up to 75 mm, whilst for sheet thicknesses of up to 300 mm a high-end version is necessary. Since future cutting tasks can not always be predicted, extraction tables are often chosen from the mid-range or advance-range of extraction tables. These can also be used up to 400 amp of cutting power or for gas cutting up to 150 mm sheet thickness.
3. Modular design for ease of add-on
An extraction table should be modular. It is easy to assemble thanks to a standardization of individual elements. The modular design does not only provide financial advantage by making series production possible, but it is also necessary to make transport easier. As shown here in this Dutch production, an extraction table can also manufacture at a length of 25 meters, or more without any problems. Extraction tables are also typically lined up width-wise above a width of 3.1m. Such a long extraction table allows for example to use half of the table for equipping whilst the other half is used for cutting. Companies thus achieve high machine utilization.
4. Surface extraction is a central principle of an extraction table
Essential for the detection of hazardous materials at an extraction table is the minimum air velocity at the surface of the table into the inside of the table. 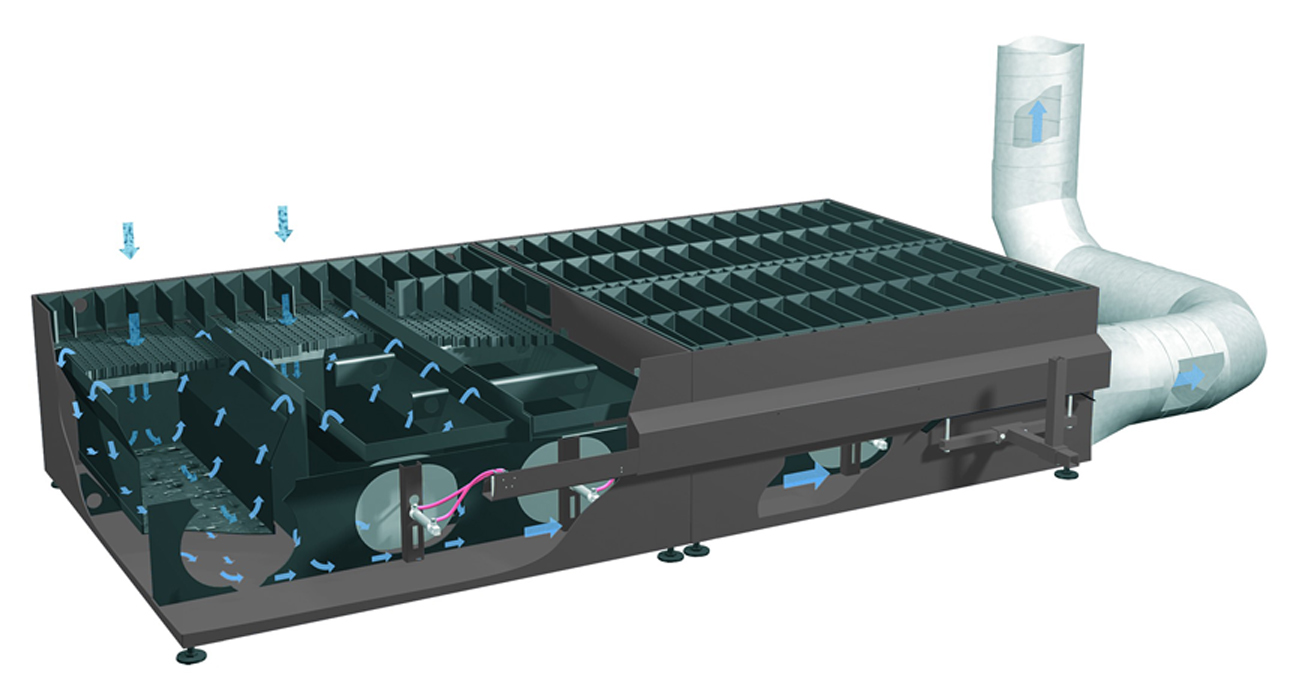 This is regulated for certain cutting tasks in the norm DIN EN ISO 17916. Furthermore, it is essential that the cutting beam can stream at first as easily as possible into the table and then only rise back up after a deflection. Slag and a large part of the sparks are already separated into the slag tanks. Then the extraction slots in the upper area of the extraction table capture the smoke which is rising again due to its thermal properties. This principle is called surface extraction. There should be further air deflections along the route of the smoke in order to keep the sparks effectively back already before they reach the filter plant.
This is regulated for certain cutting tasks in the norm DIN EN ISO 17916. Furthermore, it is essential that the cutting beam can stream at first as easily as possible into the table and then only rise back up after a deflection. Slag and a large part of the sparks are already separated into the slag tanks. Then the extraction slots in the upper area of the extraction table capture the smoke which is rising again due to its thermal properties. This principle is called surface extraction. There should be further air deflections along the route of the smoke in order to keep the sparks effectively back already before they reach the filter plant.
5. Segment extraction promotes energy-efficient operation
For an efficiently working extraction table, the extraction does not occur permanently across all installed modules. For this segment extraction, the individual extraction table modules are again subdivided into chambers. This controls the cutting plant independently for the extraction. Depending on requirements, the pneumatic valves and cylinders automatically open the extraction flaps in the segments. This control of the segments can be also be carried out electro-pneumatically using solenoid valves. Both processes share one thing: The extraction technology is aligned to the cutting processes and only captures hazardous substances where cutting actually occurs. At a maximum, two segments are in use at the same time during the transition phases. This achieves effective capture of fine dust particles and gases with comparatively low extraction power and also plant sizes. Important in this context: The extraction tables capture the hazardous substances directly where they occur to prevent them from spreading to the ambient air. The segment extraction reduces energy cost for plant operation.
6. Extraction table can be combined with standard systems
Naturally, an extraction table has to match the relevant cutting plant and the planned use – and that with regards to execution, length, width and height. It should thus be possible to combine an extraction table with a standard cutting plant. It has to be clarified with regards to the control of the individual segments, if they should be controlled directly with the cutting plant’s program or if the cutting plant has a control slide which activates the relevant valves on the table. The necessary extraction performance results from e.g. the size of the extraction table, cutting process, number and if necessary the tiltability of the burners, the cutting streams as well as the sheet thickness. The dust quantity to be expected should be the deciding factor when selecting the right filter plant. The cutting plant switches the filter plant on and off and in return the filter plant feedbacks its operation and possible faults to the cutting plant.
7. Simple handling for fast cleaning
Easy accessibility for cleaning and maintenance plays an important role when selecting the right extraction table. 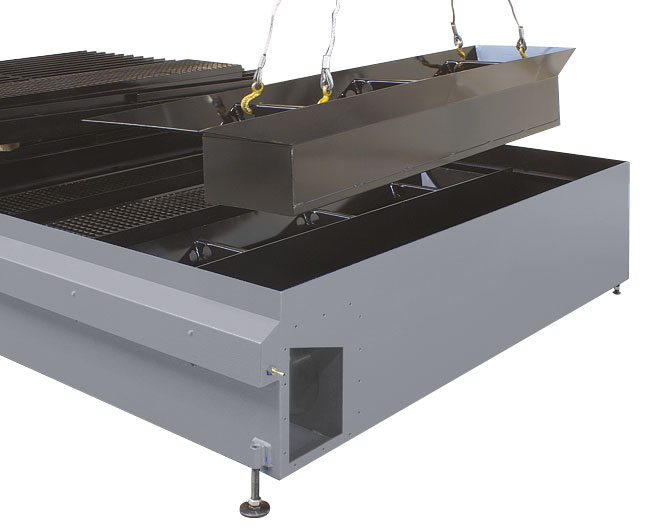 Material support frames should have lifting eyes and expose an area which is three to six square meters large. Slag tanks, which are underneath are also fitted with lifting eyes and possibly with a coarse grating to catch burnt out parts, can also be removed with a crane and emptied into a container. Simple maintenance plays an important part in cutting operations to keep downtimes as short as possible. To save on more cleaning intervals, further variants of the extraction tables offer additional options to directly dispose off debris. Specifically equipped extraction tables have the option to permanently dispose of slag during operation using an automatic discharge system into a provided container. Since the support on an extraction table consists of individual sheet metal, the companies can replace them independently.
Material support frames should have lifting eyes and expose an area which is three to six square meters large. Slag tanks, which are underneath are also fitted with lifting eyes and possibly with a coarse grating to catch burnt out parts, can also be removed with a crane and emptied into a container. Simple maintenance plays an important part in cutting operations to keep downtimes as short as possible. To save on more cleaning intervals, further variants of the extraction tables offer additional options to directly dispose off debris. Specifically equipped extraction tables have the option to permanently dispose of slag during operation using an automatic discharge system into a provided container. Since the support on an extraction table consists of individual sheet metal, the companies can replace them independently.


